

联系电话:13950054212
+
 微信号:这个位置写微信号
微信号:这个位置写微信号

微信号:这个位置写微信号





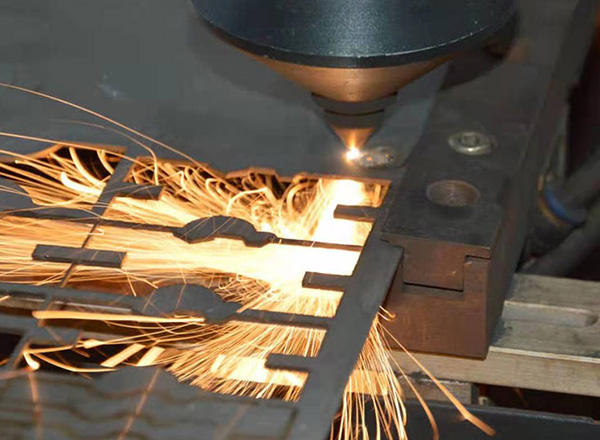
如何正确使用福州钣金加工上安全保护和控制装置
来源:www.fjbclaser.com 发布时间:2021年12月13日
正确使用福州钣金加工上安全保护和控制装置,不得任意拆动,检查冲床各传动、连接、润滑等部位及防护保险装置是否正常,装精密零件螺钉必须牢固,不得移动,钣金加工在工作前应作空运转2-3分钟,检查脚闸等控制装置的灵活性,确认正常后方可使用,不得带病运转,精密零件一定要弄紧牢固,上、下模对正,确保位置正确,用手搬转冲床试冲(空车),确保在模具处于良好情况下工作,开机前要注意润滑,取下冲床上的一切浮放物品。

严格执行首件检查、中间抽查、尾件复查;工件加工尺寸按图纸或工艺文件进行检查;冲孔边缘不应有拉伸、弯曲,毛刺高度不大于料厚的10%——15%;
试车检查机械、电气性能的安全靠谱性;需加工的零件应经上道工序检验合格后方可加工; 加工前要明确技术要求,核对来料有无差错;了解到根据加工要求选择相应模具;先将冲床滑块点到上死点,将上模块装入滑块模柄槽内,摆正放平;将螺钉、顶丝旋紧,上模块与滑块底面不得有间隙;
将床面擦抹干净,去净油污铁屑后,将下模块放在冲床台面上;点动开车或手盘大轮,使滑块至下死点纫入下模,调整连杆高度,使模具冲程合适;调整冲模间隙,确保周围间隙一致;将下模块压板压紧、压平,垫铁与底模盘要等高度,固定点要对称;锁紧连杆,检查模具有无松动现象;进行试冲料,检查断面是否整齐、均匀、一致;按尺寸要求调整制板,定好垂直基准(前后)和水平基准(左右);
严格执行首件检查、中间抽查、尾件复查;工件加工尺寸按图纸或工艺文件进行检查;冲孔边缘不应有拉伸、弯曲,毛刺高度不大于料厚的10%——15%;
试车检查机械、电气性能的安全靠谱性;需加工的零件应经上道工序检验合格后方可加工; 加工前要明确技术要求,核对来料有无差错;了解到根据加工要求选择相应模具;先将冲床滑块点到上死点,将上模块装入滑块模柄槽内,摆正放平;将螺钉、顶丝旋紧,上模块与滑块底面不得有间隙;
将床面擦抹干净,去净油污铁屑后,将下模块放在冲床台面上;点动开车或手盘大轮,使滑块至下死点纫入下模,调整连杆高度,使模具冲程合适;调整冲模间隙,确保周围间隙一致;将下模块压板压紧、压平,垫铁与底模盘要等高度,固定点要对称;锁紧连杆,检查模具有无松动现象;进行试冲料,检查断面是否整齐、均匀、一致;按尺寸要求调整制板,定好垂直基准(前后)和水平基准(左右);
上一条:
福建钣金切割加工到底好不好据说大家都知道
下一条:
钣金激光切割件结构的各种连接方法和选用








 添加微信
添加微信
 电话咨询
电话咨询
