

联系电话:13950054212
+
 微信号:这个位置写微信号
微信号:这个位置写微信号

微信号:这个位置写微信号





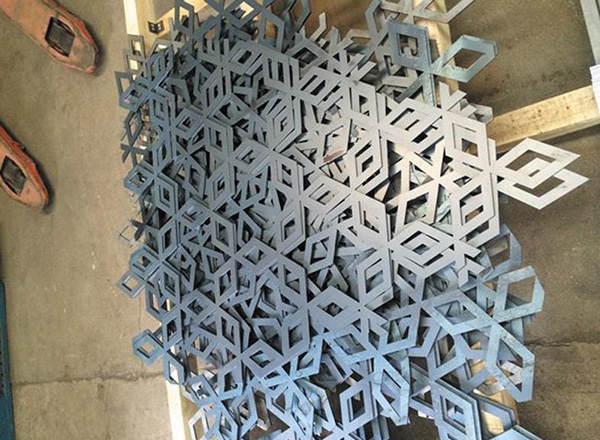
不锈钢板激光切割可以打孔精度更好,无污染吗
来源:www.fjbclaser.com 发布时间:2022年04月02日
福州不锈钢板激光切割打孔是一种通过脉冲激光,在不锈钢表面形成一个1μm的小孔,所有的不锈钢板激光切割都需要先经过这一步,只有先穿透了材料,才能继续进行下面的切割业务。因为不锈钢板激光切割加工的精度特别高,可以达到±0.02mm所以日常的打孔是完全没有问题的。不锈钢板激光切割不但可以打孔,而且相对于其他很多种打孔方式拥有非常明显的优势,打孔的精度更高,效果更好,而成本也比较低。

(1) 切割品质好: 切口宽度窄( 一般为0.1-0.5mm) 、精度高( 一般孔中心距误差0.1- 0.4mm,轮廓尺寸误差0.1~0.5mm) 、切口表面粗糙度好( 一般Ra为12.5~25μm) , 切缝一般不需要二次加工即可焊接。
(2) 切割速度快, 例如采用2kW激光功率, 厚度8mm的碳钢切割速度为1.6m/min;厚度2mm的不锈钢切割速度为3.5m/min, 热影响区小, 变形极小。
(3) 清洁、、没有污染, 大大了操作人员的工作环境。
激光切割属于非接触光学热加工, 工件可以进行任意形式的紧密排料或套裁,使原材料得到充分利用。由于是非接触加工, 加工后的零件的扭曲现象降至低并减少了磨损量。
在用不锈钢板激光切割技术对钣金工件打孔时,孔直径的大小主要取决于激光聚焦光斑的大小,通常可以通过激光的功率密度和钣金工件的热系数计算得到固体激光打孔的大孔深。不是所有的工件都适合采用激光打孔。对于那些激光反射能力强、导热性能好、熔点高蒸汽压力低的工件,采用激光打孔效率很低;激光打孔的孔径一般都在1μm至1.524mm之间,当孔径大于1.524mm时,应该采用激光套料法打孔;在加工大孔和台阶孔时,不能采用激光打孔。
(1) 切割品质好: 切口宽度窄( 一般为0.1-0.5mm) 、精度高( 一般孔中心距误差0.1- 0.4mm,轮廓尺寸误差0.1~0.5mm) 、切口表面粗糙度好( 一般Ra为12.5~25μm) , 切缝一般不需要二次加工即可焊接。
(2) 切割速度快, 例如采用2kW激光功率, 厚度8mm的碳钢切割速度为1.6m/min;厚度2mm的不锈钢切割速度为3.5m/min, 热影响区小, 变形极小。
(3) 清洁、、没有污染, 大大了操作人员的工作环境。
激光切割属于非接触光学热加工, 工件可以进行任意形式的紧密排料或套裁,使原材料得到充分利用。由于是非接触加工, 加工后的零件的扭曲现象降至低并减少了磨损量。
在用不锈钢板激光切割技术对钣金工件打孔时,孔直径的大小主要取决于激光聚焦光斑的大小,通常可以通过激光的功率密度和钣金工件的热系数计算得到固体激光打孔的大孔深。不是所有的工件都适合采用激光打孔。对于那些激光反射能力强、导热性能好、熔点高蒸汽压力低的工件,采用激光打孔效率很低;激光打孔的孔径一般都在1μm至1.524mm之间,当孔径大于1.524mm时,应该采用激光套料法打孔;在加工大孔和台阶孔时,不能采用激光打孔。








 添加微信
添加微信
 电话咨询
电话咨询
