

联系电话:13950054212
+
 微信号:这个位置写微信号
微信号:这个位置写微信号

微信号:这个位置写微信号





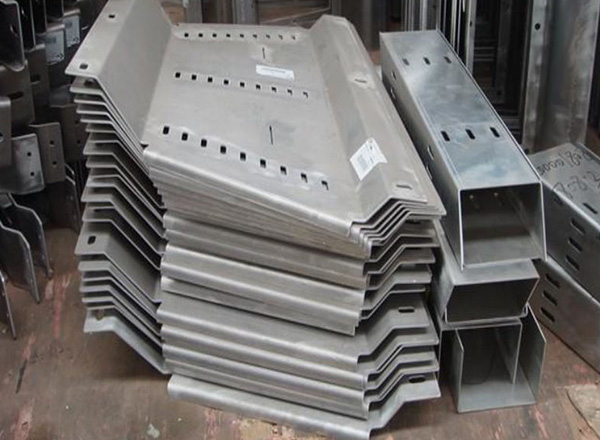
怎样完成钣金折弯精度控制在±0.10mm之内
来源:www.fjbclaser.com 发布时间:2023年01月07日
折弯加工在福州钣金加工中应用十分普遍,也是常见的。进步钣金产品折弯精度,对产质量量有着重要的作用。

数控折弯机影响折弯精度,滑块的中止方位影响折弯视点,后挡料的方位影响折弯尺度,这些需求更好的数控折弯机来处置。
1.操作工人的经历、办法影响折弯精度,工人推挡料时用力过大或过小,构成定位有空隙或板料弯曲影响折弯尺度精度;工人折弯速度跟机床速度不同步,会构成折弯视点过大或过小。
处置:折弯工人要纯熟的、有经历的、不要常常换操作工。
2.折弯系数影响折弯尺度精度,钣金折弯尺度在做翻开图时,就曾经肯定了。翻开图中,折弯系数是肯定折弯尺度的关键要素。翻开图计算的不准,直接影响钣金折弯尺度精度。处置:钣金工艺人员熟知钣金翻开原理,依据理论和理论能确实定出折弯系数。
3.资料质量影响折弯尺度精度,资料厚度尺度直接影响折弯系数,而影响折弯精度。
处置:从大的钢厂进货,增强厚度尺度检验。
4.资料的力学性能不同也能影响折弯尺度精度,如钢板或软或硬,招致拉伸量不同。
处置:尽量用同一批钢板干一种钣金产品,同一批钢板校核一下折弯系数。
数控折弯机影响折弯精度,滑块的中止方位影响折弯视点,后挡料的方位影响折弯尺度,这些需求更好的数控折弯机来处置。
1.操作工人的经历、办法影响折弯精度,工人推挡料时用力过大或过小,构成定位有空隙或板料弯曲影响折弯尺度精度;工人折弯速度跟机床速度不同步,会构成折弯视点过大或过小。
处置:折弯工人要纯熟的、有经历的、不要常常换操作工。
2.折弯系数影响折弯尺度精度,钣金折弯尺度在做翻开图时,就曾经肯定了。翻开图中,折弯系数是肯定折弯尺度的关键要素。翻开图计算的不准,直接影响钣金折弯尺度精度。处置:钣金工艺人员熟知钣金翻开原理,依据理论和理论能确实定出折弯系数。
3.资料质量影响折弯尺度精度,资料厚度尺度直接影响折弯系数,而影响折弯精度。
处置:从大的钢厂进货,增强厚度尺度检验。
4.资料的力学性能不同也能影响折弯尺度精度,如钢板或软或硬,招致拉伸量不同。
处置:尽量用同一批钢板干一种钣金产品,同一批钢板校核一下折弯系数。
上一条:
JD足球反波胆平台入口关于加工的资料如何选择?
下一条:
福建钣金激光加工件为何会呈现震刀现象?





 添加微信
添加微信
 电话咨询
电话咨询
