

联系电话:13950054212
+
 微信号:这个位置写微信号
微信号:这个位置写微信号

微信号:这个位置写微信号





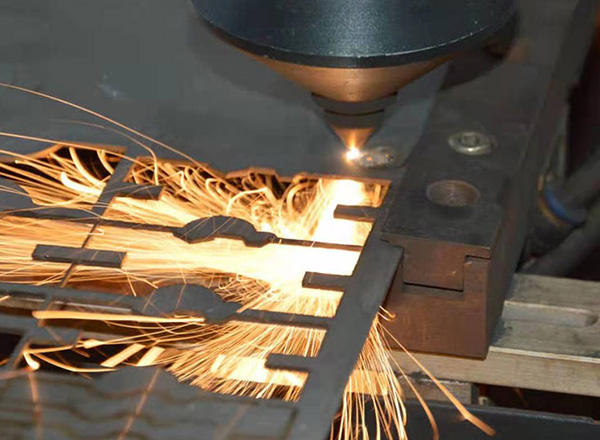
频率大小对钣金折弯加工有着重要的含义
来源:www.fjbclaser.com 发布时间:2022年02月22日
福州钣金折弯加工频率变化对不锈钢厚板切割的影响:频率从500-200Hz范围减小,切割断面效果变细腻,分层慢慢改善,频率设置到100Hz时,无法切割,反蓝光。通过频率的改变,找出叫具佳频率范围。为确保较佳切割断面,必须确保脉冲次数与单脉冲能量匹配。

常见问题及处理办法
1.问题点:钣金折弯后工件在折弯处变形产生原因:出现变形首要是因为折弯速度快,而手没有跟上工件折弯的速度导致的解决办法:下降钣金折弯速度,手扶工件与工件一同进行
2.问题点:折弯较长的工件,会出现角度一头大,一头小出现这种情况,一般有以下几种情况形成:
(1)钣金材料厚度不一致,一端厚一端薄
(2)钣金模具磨损不均,两端高度不同
(3)中间块不平衡,不在同一水平上
解决办法:
(1)反馈给激光或NCT,让其留意选料
(2)换刀模
(3)调整中间块
钣金折弯加工焦点不一样,所能切割的厚度、材质、品质也不一样,切割不同的材质和厚度,都需要调节成不同的焦点。切割前,测量出实际零焦点才参考切割工艺参数,更快确定较合适的切割焦点。
常见问题及处理办法
1.问题点:钣金折弯后工件在折弯处变形产生原因:出现变形首要是因为折弯速度快,而手没有跟上工件折弯的速度导致的解决办法:下降钣金折弯速度,手扶工件与工件一同进行
2.问题点:折弯较长的工件,会出现角度一头大,一头小出现这种情况,一般有以下几种情况形成:
(1)钣金材料厚度不一致,一端厚一端薄
(2)钣金模具磨损不均,两端高度不同
(3)中间块不平衡,不在同一水平上
解决办法:
(1)反馈给激光或NCT,让其留意选料
(2)换刀模
(3)调整中间块
钣金折弯加工焦点不一样,所能切割的厚度、材质、品质也不一样,切割不同的材质和厚度,都需要调节成不同的焦点。切割前,测量出实际零焦点才参考切割工艺参数,更快确定较合适的切割焦点。
上一条:
钣金激光切割加工运用的技术是很强大的
下一条:
被称为加工中心的福州激光切割为什么有市场








 添加微信
添加微信
 电话咨询
电话咨询
