

联系电话:13950054212
+
 微信号:这个位置写微信号
微信号:这个位置写微信号

微信号:这个位置写微信号





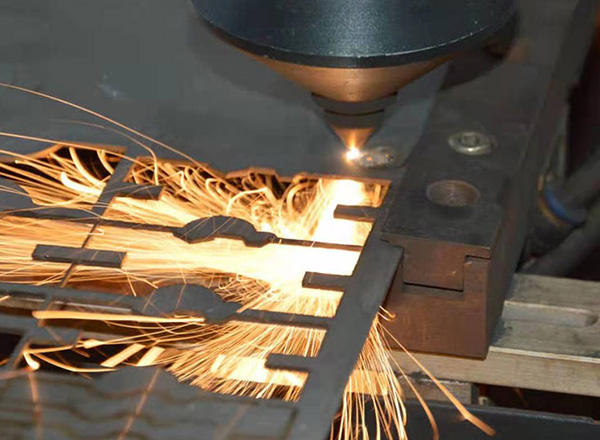
钣金激光切割加工运用的技术是很强大的
来源:www.fjbclaser.com 发布时间:2022年02月23日
泉州钣金激光切割加工运用十分普遍,加上与激光制造技术分成宏观经济解决和维吾尔族纳米加工两类;无论金属或是是非金属便是一些或高成分原材料全是可以开展生产加工,激光切割,激光焊接,激光淬火,激光堆积和铝合金和一系列完善的技术。

光洁表面的主要问题是梁的完善和废气的运用。在加工靠谱性层面,环路可以等长,那样可以减少相对孔径的转变,进而维持同样的光点和相对孔径。
一、喷嘴选型
喷嘴直径大小决定了进入切口的气流形状、气体扩散面积、气体流速,从而影响了熔融物去除、切割稳定情况。进入切口的气流量大、速度快、工件在气流中的位置恰当,喷射去除熔融物的能力越强。不锈钢越厚,喷嘴应使用越大,气压设置越高,压力和流量应同时满足才能切割出正常断面效果。
二、频率调试
频率变化对不锈钢厚板切割的影响:频率从500-200Hz范围减小,切割断面效果变细腻,分层慢慢改善,频率设置到100Hz时,无法切割,反蓝光。通过频率的改变,找出叫佳频率范围。为确保较佳切割断面,必须确保脉冲次数与单脉冲能量匹配。
三、占空比调试
占空比变化对不锈钢厚板切割的影响:占空比53%是临界值,继续降低占空比,下表面出现未切透痕迹,占空比增大到60%,断面变粗糙,分层明显,切割表面发黄。
钣金激光切割加工在近十年来,汽车工业的发展和问世的一种新的激光加工技术--激光加工智能机器人技术。电阻点焊头尺寸。焊接件的人体尺寸提升,电焊焊接品质不稳定,生产率不高。激光焊接。由于梁规格不大,焊接尺寸低于5倍,因而大重量降低容积,减少产品成本。
光洁表面的主要问题是梁的完善和废气的运用。在加工靠谱性层面,环路可以等长,那样可以减少相对孔径的转变,进而维持同样的光点和相对孔径。
一、喷嘴选型
喷嘴直径大小决定了进入切口的气流形状、气体扩散面积、气体流速,从而影响了熔融物去除、切割稳定情况。进入切口的气流量大、速度快、工件在气流中的位置恰当,喷射去除熔融物的能力越强。不锈钢越厚,喷嘴应使用越大,气压设置越高,压力和流量应同时满足才能切割出正常断面效果。
二、频率调试
频率变化对不锈钢厚板切割的影响:频率从500-200Hz范围减小,切割断面效果变细腻,分层慢慢改善,频率设置到100Hz时,无法切割,反蓝光。通过频率的改变,找出叫佳频率范围。为确保较佳切割断面,必须确保脉冲次数与单脉冲能量匹配。
三、占空比调试
占空比变化对不锈钢厚板切割的影响:占空比53%是临界值,继续降低占空比,下表面出现未切透痕迹,占空比增大到60%,断面变粗糙,分层明显,切割表面发黄。
钣金激光切割加工在近十年来,汽车工业的发展和问世的一种新的激光加工技术--激光加工智能机器人技术。电阻点焊头尺寸。焊接件的人体尺寸提升,电焊焊接品质不稳定,生产率不高。激光焊接。由于梁规格不大,焊接尺寸低于5倍,因而大重量降低容积,减少产品成本。








 添加微信
添加微信
 电话咨询
电话咨询
